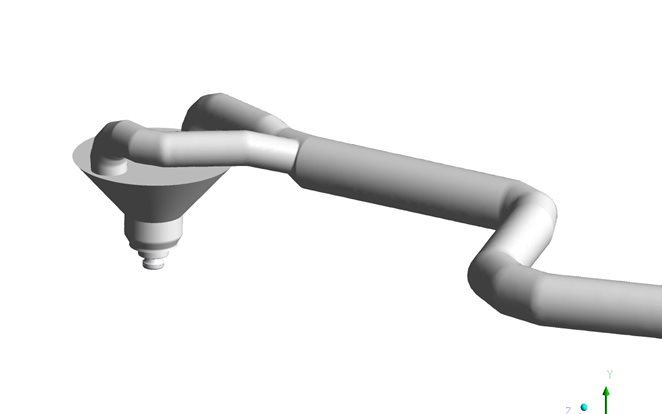
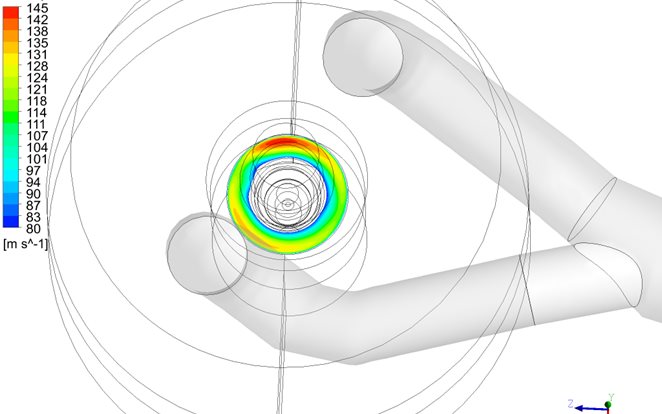
A CFD simulation of the gas flow in the channel showed that the feed from the Y-connection seen in Figure 1 is divided asymmetrically, with about 56% flowing to one of the branches. Due to the increase in the process air volume flow at the smelter, the air chamber and burner were no longer capable of evening out the flow from the gas channel. Clear channelling of the flow from the gas channel to the burner outlet could be seen in the CFD modeling results. Higher velocities in the process air discharge could be seen in the same locations as the gas flows from the channel into the air chamber, as seen in Figure 2 below.
Feb 19, 2018
Upgrade of Outotec® concentrate burner at Atlantic Copper improves smelter oxygen efficiency
Uneven process air distribution in the concentrate burner has a negative impact on smelter performance, as was recently seen in the Huelva flash smelting furnace in Spain. The existing gas channel that fed process air to the burner was highly asymmetric and the air chamber was designed for a lower gas flow, and this was resulting in an uneven heat load on the reaction shaft walls. A shift towards a lower Cu grade in concentrates required a comprehensive evaluation of the entire burner design including the enriched process air supply.
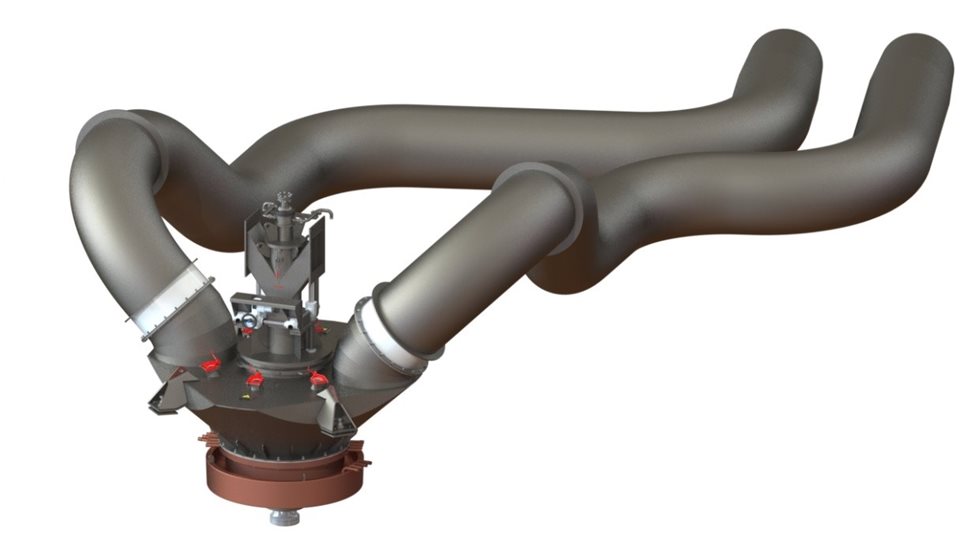
The previous Outotec concentrate burner at Atlantic Copper was taken into operation in 2004. As with many other smelters, the feed composition of the Atlantic Copper FSF has shifted towards low Cu concentrate and the demand for process air has increased. A higher process air capacity was needed and the process air feed needed to be made symmetrical. In May 2017 the original Outotec concentrate burner was upgraded. The copper-cooled surrounding and nesting blocks around the burner, velocity control sleeve, and air chamber were modified, allowing for a larger amount of process air to be fed symmetrically. As part of the same upgrade, the process air channels to the burner were made symmetrical as shown in Figure 3 below.
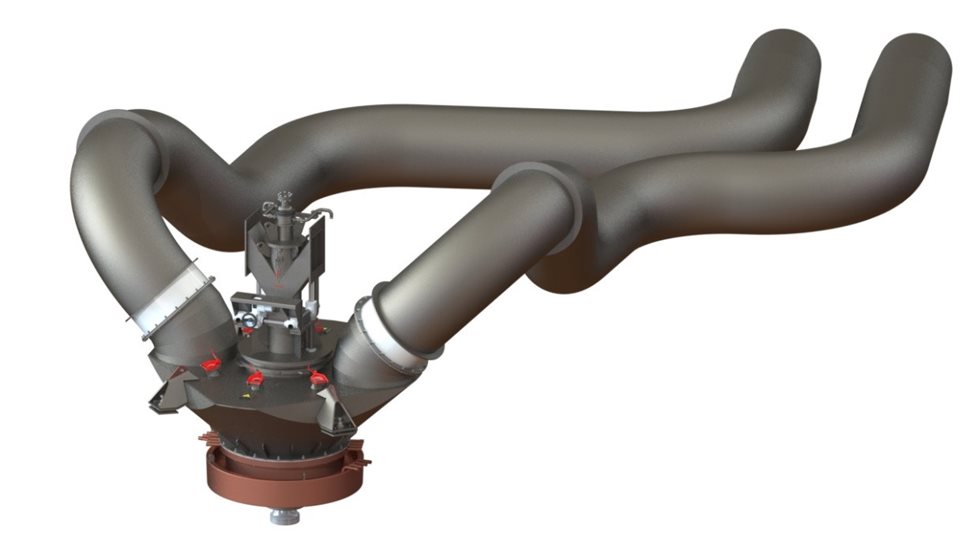
Figure 3.
The success of the new gas channel, air chamber, and concentrate burner design was confirmed with CFD calculations. The velocities in the process air discharge for the new burner can be seen in Figure 4 – the distribution of process air has clearly improved compared to Figure 2 above.
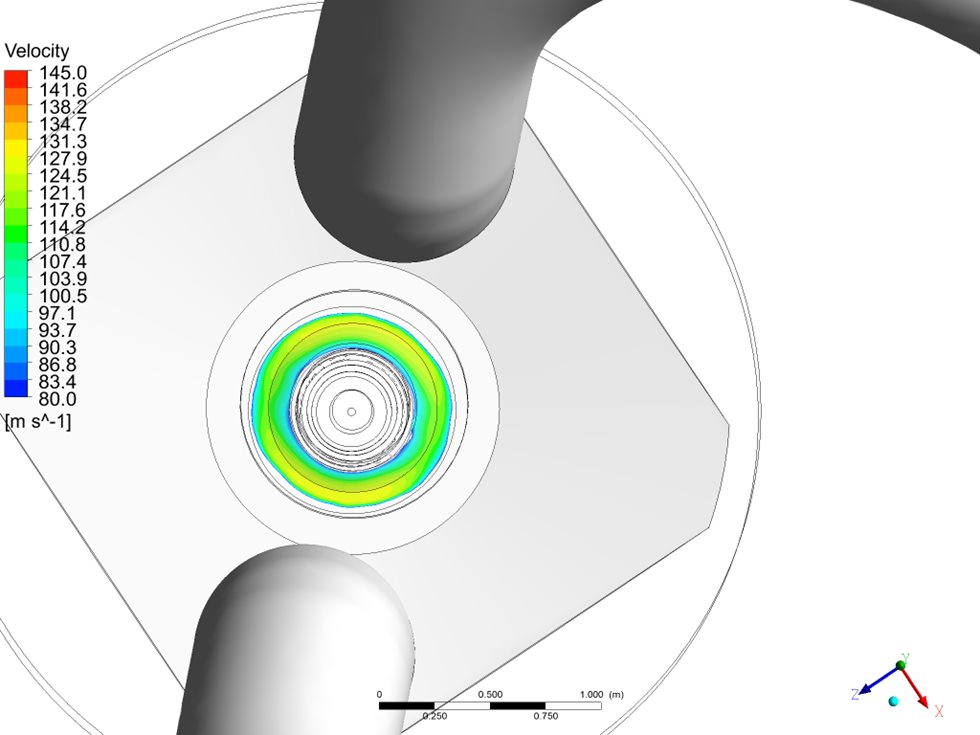
Figure 4. Velocities in the process air discharge for the new Outotec burner.
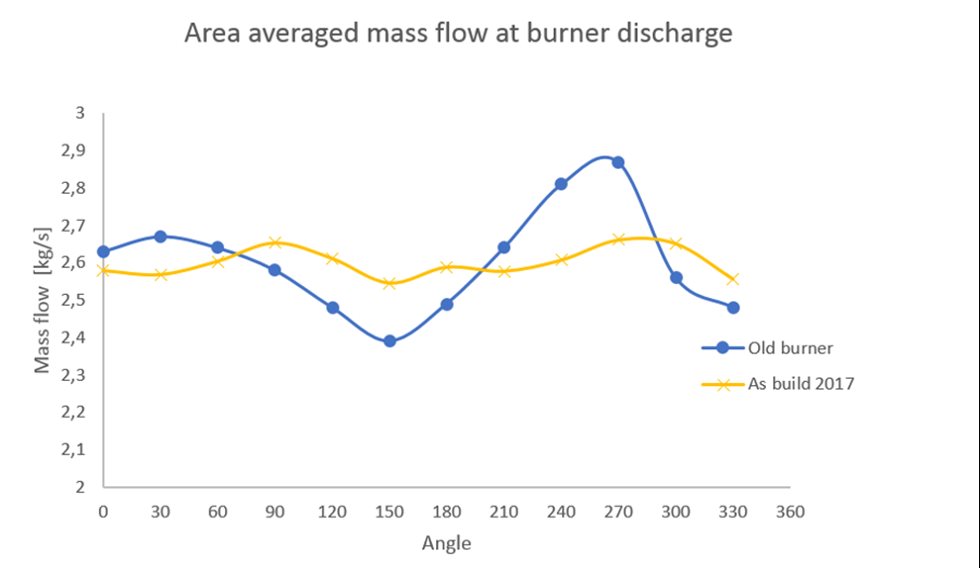
Figure 5 shows the average mass flow in the enriched process air discharge, plotted based on the CFD modeling results. The Figure shows the mass flow distribution of both the old burner and the new burner. A perfect even mass flow distribution would be a straight line at 2.6 kg/s. The Figure shows that a clear improvement in process air feed symmetry was achieved at the burner discharge.
After the upgrade, the flow measurements of the two process air feed channels showed that equal amounts of process air were fed through both north and south process air channels. The measured flow to the two channels can be seen in Figure 6.
![Figure 6. Measured flow [Nm3/h] to the north and south process air channels. The right-side axis presents the difference in flow-meter values (south/north channel). A practically equal amount of process air is fed to both channels compared to the previous distribution of 56%/44%. The measurements are from the period after the upgrade.](/contentassets/414a022187f6460db690b36189f7ae80/upgrade_fig6.png?preset=blog-post-image-lg_no-crop)
Figure 6. Measured flow [Nm3/h] to the north and south process air channels. The right-side axis presents the difference in flow-meter values (south/north channel). A practically equal amount of process air is fed to both channels compared to the previous distribution of 56%/44%. The measurements are from the period after the upgrade.
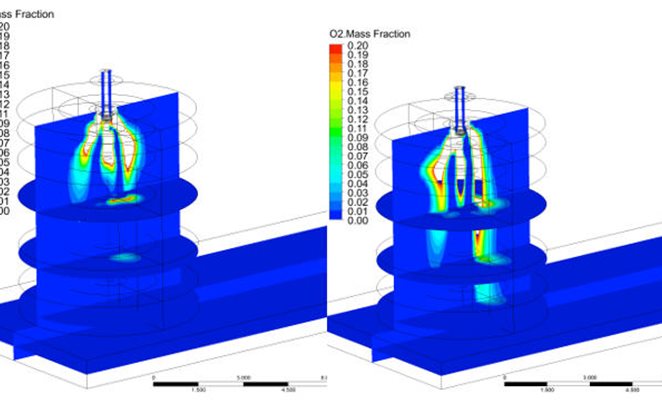
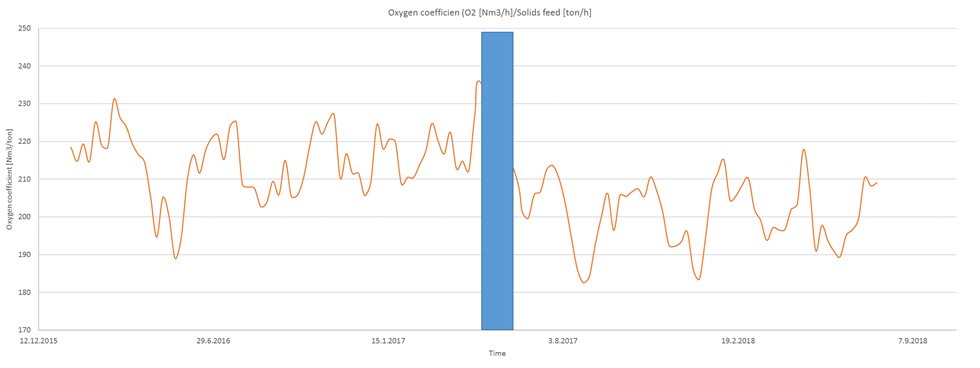
As a result of the process air feed becoming more even, the oxygen that is fed is reacting more efficiently with the concentrate particles, meaning less oxygen feed is needed to achieve the desired oxidation rate. The measured decrease in oxygen per ton LIW feed is 6%, which corresponds to a 6% improvement in oxygen efficiency. In Figure 7 the oxygen per ton of feed before and after the upgrade is shown. During the follow-up period the average feed composition and average target matte grade were the same as before the upgrade.
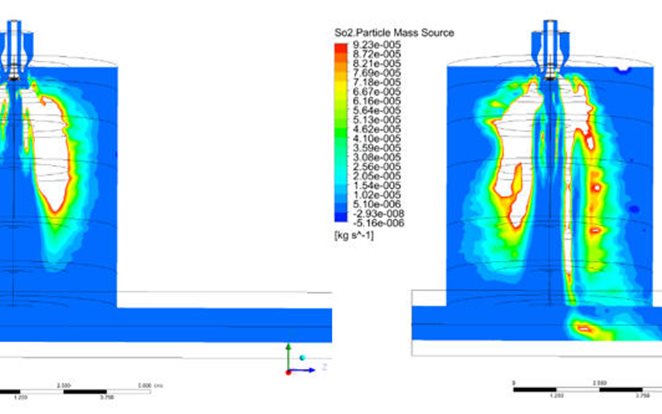
CFD calculations of the particle-gas reactions in the FSF were made to confirm the impact of the uneven process air feed on the concentrate burner. In the simulations presented below an optimized flash smelting furnace was used, not the specific Atlantic Copper smelter; the impact would be larger for a non-optimized furnace. The impact of the uneven oxygen distribution can clearly be seen with regards to oxygen efficiency and particle-gas reaction zones.
Generally it can be stated that the improved oxygen efficiency will also reduce the weak acid, thus improving the off-gas line operational conditions, reducing corrosion, and decreasing operational costs. A symmetrical process air flow also leads to a more even heat load towards the reaction shaft walls, and reduces the local wear of the reaction shaft. All these improvements reduce maintenance costs.
Outotec wishes to thank the people of Atlantic Copper for their significant effort in this project, and for the contribution of process data and assistance towards this article.