
Reliable and efficient slurry handling in mineral processing
Reliable slurry handling equipment is often referred to as the heart of a plant as it ensures smooth flow of the process. Slurry handling is vital in maximizing minerals processing plant’s productivity and efficiency. It plays a key role in mining processes involving water and other liquids.
On the other hand, insufficient slurry handling may result in bringing the whole minerals processing plant to a halt or leading to inefficiencies in important processes such as grinding, classification, separation, dewatering, and tailings handling. Even small improvements in slurry handling efficiency can have a drastic impact on profitability of mining operations.
Slurry pumps – a critical component to effective mill operations
For most mineral processing applications, slurry pumps represent a key component. The mining industry’s continuous drive to ramp up production from existing assets makes it important to view pumping solutions as one part of a much larger picture.
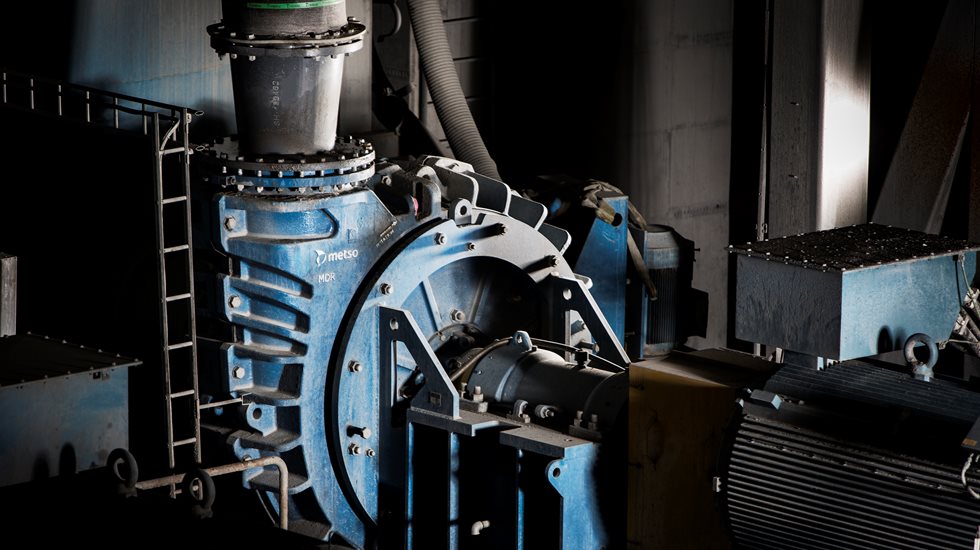
Slurry pumps transfer material across the whole concentrator plant in wet processes and are the heart of the mill circuit in the mine. If a slurry pump goes down, the processes of the refining of the ore goes down because you cannot move the crushed material from the beginning of the process any further along. Common reasons for premature mill duty pump breakdown include, misapplication of the product, sizing of the pump and selection of materials of construction. Although timely maintenance is also a key factor, maintenance friendly designs, such as the MD series pumps, make maintainability much easier and thus reduce its impact on service life.
