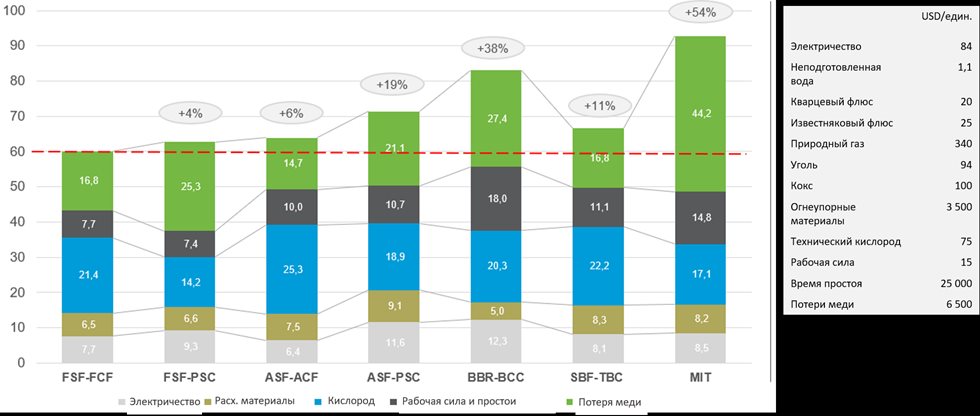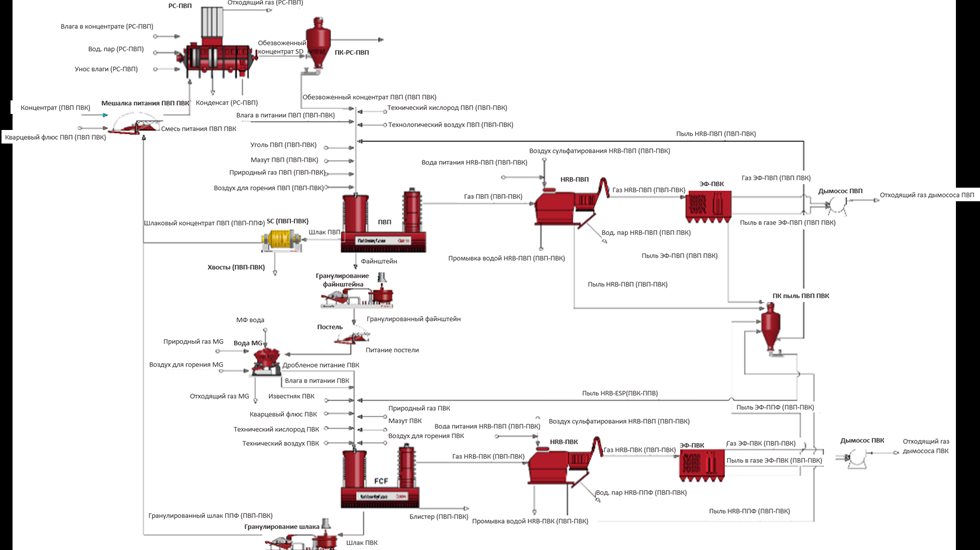
Поскольку между технологиями есть существенные различия, мы решили смоделировать каждую технологическую схему, используя инструмент технологического моделирования Metso Outotec HSC-SIM, чтобы сравнить их работу с точки зрения операционных затрат при использовании одного и того же способа моделирования для каждой из них. Конфигурации, которые мы выбрали для сравнения:
- Технология взвешенной плавки Metso Outotec (ПВП - печь взвешенной плавки) – Технология взвешенной плавки Metso Outotec-Kennecott конвертерная (ПВК - печь взвешенного конвертирования);
- Технология взвешенной плавки Metso Outotec (ПВП) – Технология переработки в конвертерах Peirce-Smith (PSC);
- Технология плавки Metso Outotec Ausmelt TSL (ASF - плавильная печь Ausmelt) – Технология переработки в конвертерах Peirce-Smith (PSC);
- Технология плавки Metso Outotec Ausmelt TSL (ASF) – Технология Metso Outotec в конвертерной печи Ausmelt TSL (ACF);
- Технология плавки «Мицубиси» (MIT);
- Реактор с донной продувкой кислородом (BBR) – Непрерывное конвертирование с донной продувкой (BCC);
- Печь с боковым дутьем (SBF) – Конвертеры верхней продувки (TBC).
Методика и основные параметры
Для всех семи способов выплавки была поставлена задача производства черновой меди из чистого медного концентрата с годовой производительностью переработки 1,2 млн. т. Из-за относительно схожего качества выпускаемой черновой меди в этих процессах и отсутствия примесей для получения анодов процесс огневого рафинирования был исключен. Кроме того, схема ограничивалась до выпускного отверстия дымососа вытяжки отходящих газов плавильного цеха, это означает, что отсутствуют узлы мокрой газоочистки и подпроцессов производства серной кислоты.
Для удобства было ограничено количество компонентов концентрата и были исключены примеси. Анализ концентрата представлен в Таблице 1. Пункт «Прочие» в таблице 1 и расчетах описывает долю дополнительных элементов примесей в концентрате, не влияющих на основные компоненты. Начальная влажность концентрата была установлена на уровне 8%.