В предыдущих статьях мы рассматривали управление сгустителем с точки зрения измерения и простых реакций на события. Для улучшения результатов необходимо применять автоматизированные системы управления, поскольку сложно увидеть или измерить то, что происходит в сгустителе, и кроме того, время реакции с момента появления возмущения до изменения на выходе может быть длительным.
Система управления сгустителем должна компенсировать колебания в параметрах технологического процесса. Управление осуществляется путем изменения как подачи флокулянта, так и скорости откачки сгущенного продукта. Однако колебания свойств руды могут вызывать непредсказуемые изменения в необходимой дозировке флокулянта.
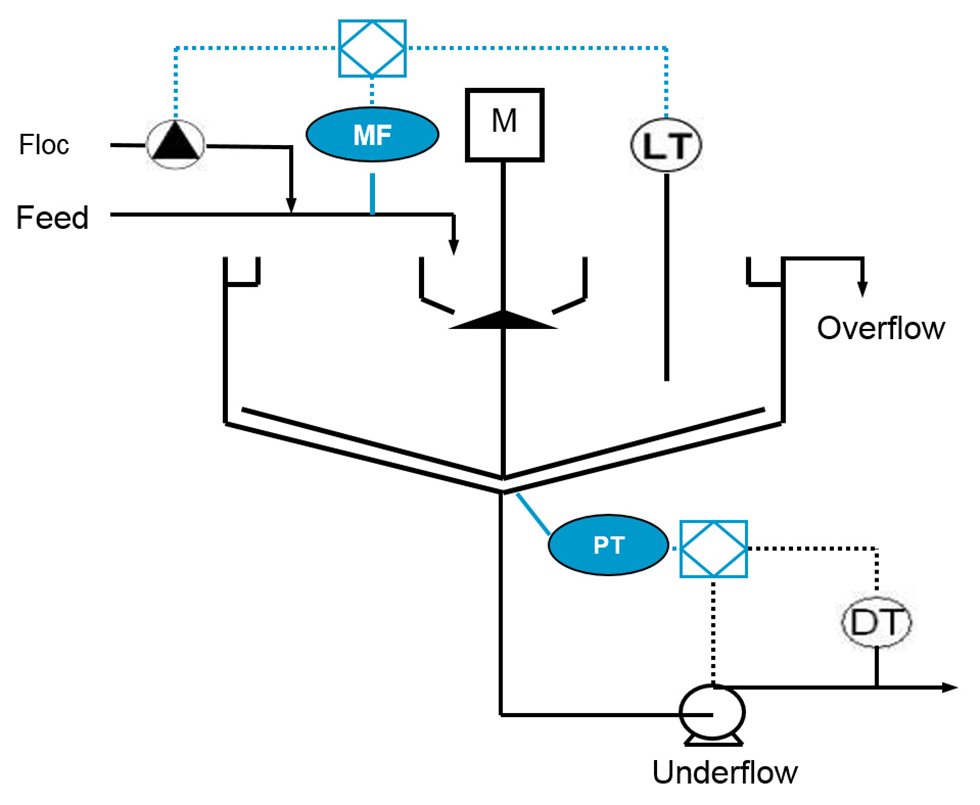
С помощью контура ПИД-регулирования уровень заполнения сгустителя может регулироваться с помощью обратной связи либо от датчика уровня постели, либо от измерителя прозрачности, а дозирование флокулянта — по массовому расходу с обратной связью от датчика уровня постели. За счет регулирования флокуляции и запаса твердых веществ обеспечивается стабильность, согласованность и оптимизация технологического процесса; а требуемая плотность сгущенного продукта может быть обеспечена путем оптимизации вручную.
ДОЗИРОВАНИЕ ФЛОКУЛЯНТА
Дозирование флокулянта должно соответствовать массовому расходу в питании сгустителя с подстройкой в зависимости от свойств перерабатываемой руды. После выбора оптимального флокулянта и коагулянта можно определить правильный диапазон дозирования. Простые опыты по осаждению в цилиндре позволяют определить влияние дозирования на начальную скорость осаждения и дают хорошие ориентиры по влиянию скорости осаждения на чистоту слива, при этом влияние флокулянтов на свойства сгущенного продукта менее очевидно.
Для регулирования подачи флокулянта требуется хорошая конструкция системы дозирования, адаптированная с учетом требований предприятия. Точка подачи флокулянта должна располагаться так, чтобы турбулентность обеспечивала хорошее перемешивание флокулянта с разбавителем и питанием. Могут потребоваться несколько точек подачи флокулянта, поскольку это обычно улучшает контакт флокулянта с системой; коагулянты следует вводить раньше, и в случае образования пены следует соблюдать осторожность во избежание использования флокулянта для стабилизации пены. Как правило, лучшие результаты достигаются при использовании разбавленных растворов, однако разбавление приводит к увеличению скорости восходящего потока, нивелируя преимущества от повышения скорости осаждения.
Большинство сгустителей позволяют проверить эффективность флокуляции путем анализа проб сфлокулированной пульпы, отбираемых из питающего колодца.