
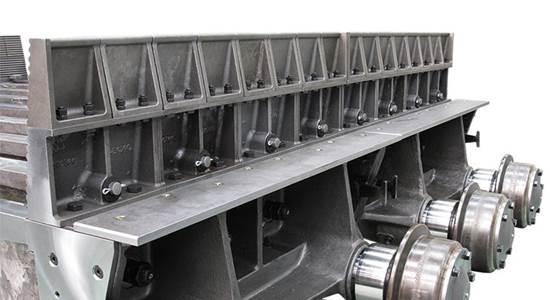
Ensure your plant’s high performance and profitability while lowering investment and operating costs with our agglomeration technologies. Our innovative sintering and pelletizing solutions are based on over 60 years’ experience and world-class R&D. Metso Traveling Grate Sintering is suitable for sintering a wide range of raw materials, including iron, manganese, and ferronickel, while Metso Traveling Grate Pelletizing and Metso Grate Kiln Pelletizing are the industry’s leading induration technologies for iron ore pellet production which are designed for a wide range of plant capacities and produces uniform pellets with excellent physical and metallurgical properties.
Check the video

00:00
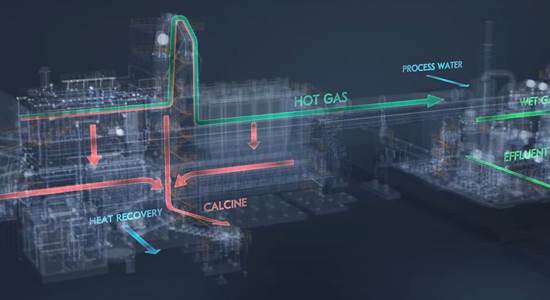
Learn about Metso's Traveling Grate Pelletizing Plant - the industry's leading induration technology for iron ore pellet production.
Plant solutions




Equipment






Automation




Related products & services




Contact local sales experts
Your information is safe. Check our privacy notice for more details.
Thank you!
We will shortly contact you. You can send a new inquiry again after 15 minutes.