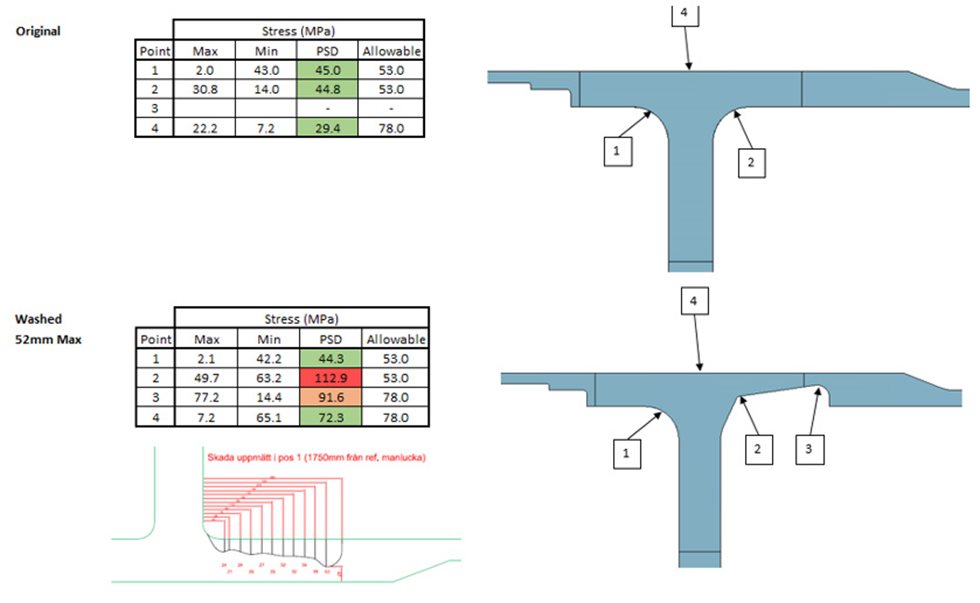
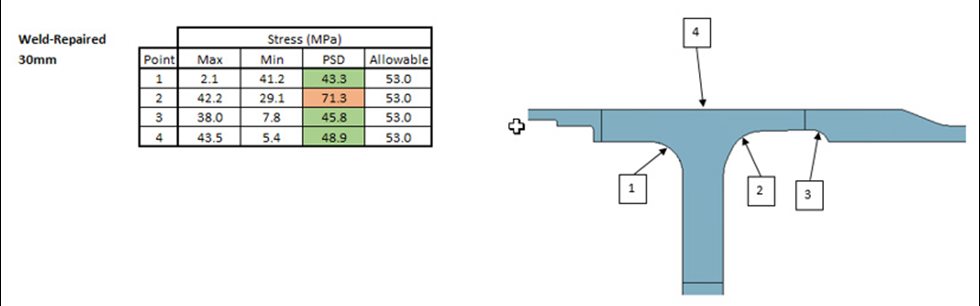
It was considered likely that the repair to 30mm would survive the 26 weeks of operation needed to achieve a new shell onsite. Accordingly through a consultation process between Outotec and the mill operator it was decided to repair according to this modified "less 30mm" geometry.
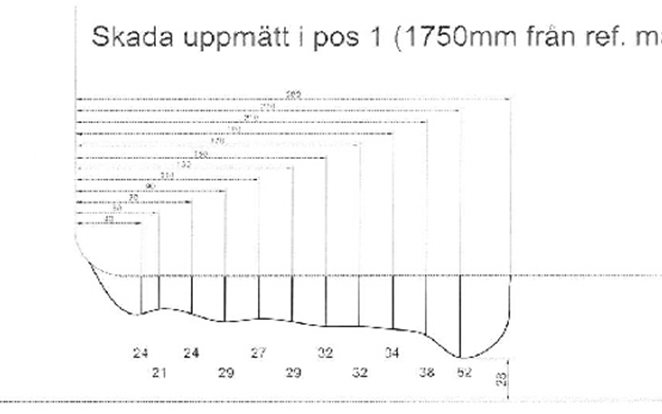
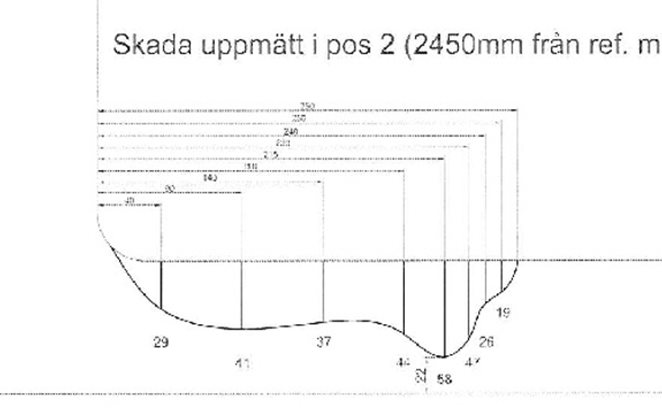
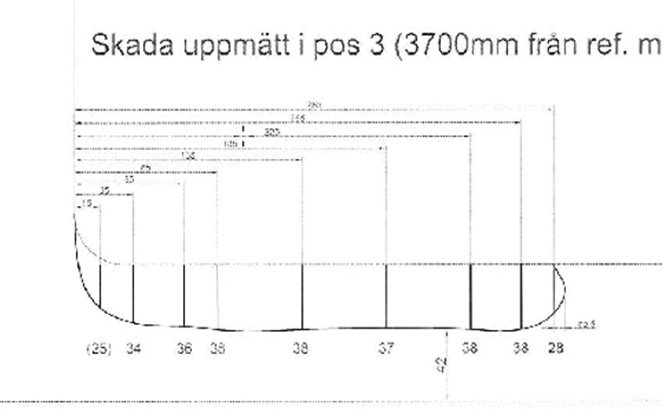
CRACK REMOVAL & WELD REPAIRS
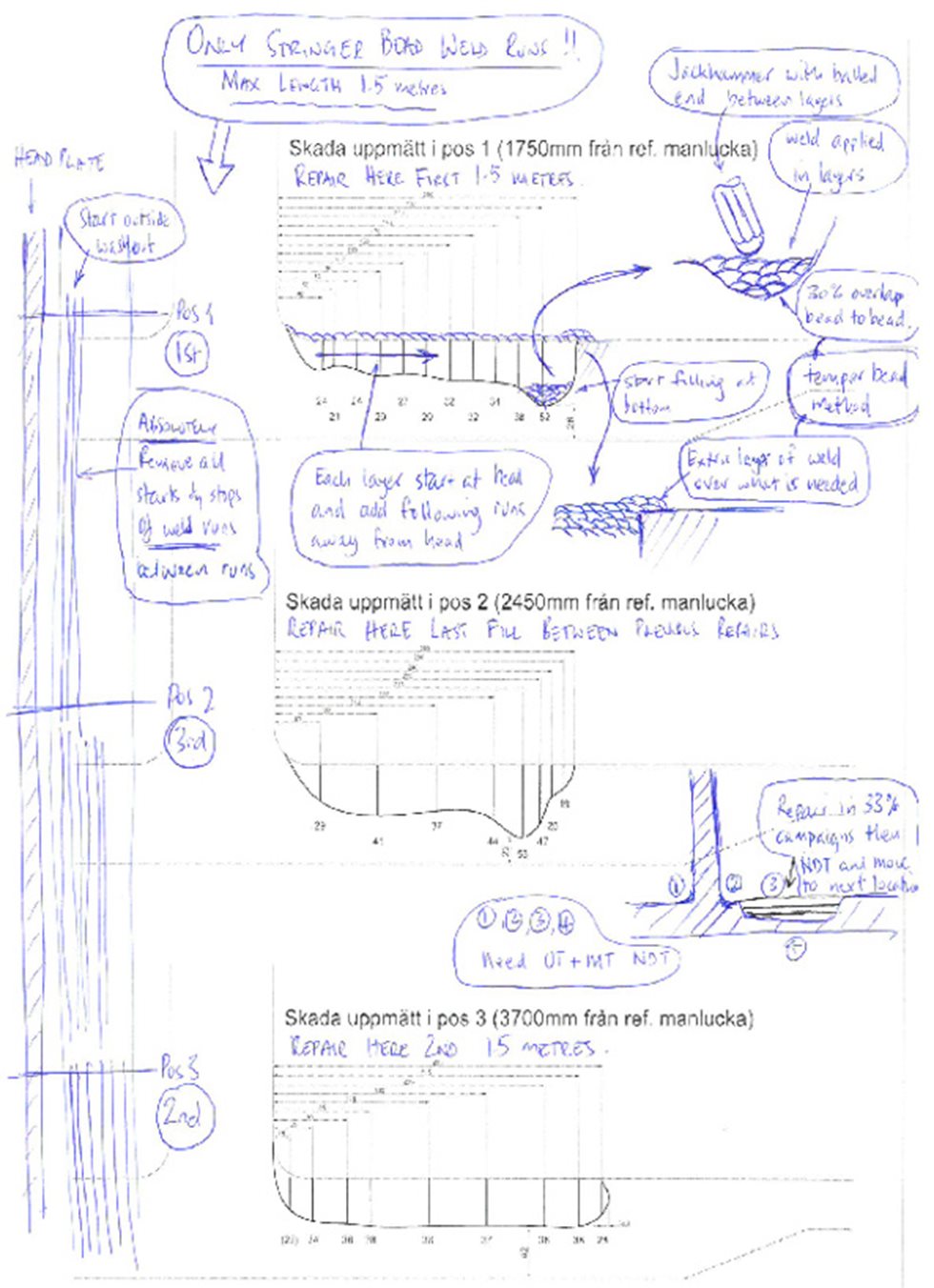
Outotec has a proven heavy plate weld repair procedure which has been employed successfully to repair numerous large wash out situations. The procedure is extremely onerous as the quality of the repair must be as good or better than a workshop performed repair; the procedure describes how:
The working environment is very challenging so must be environmentally controlled;
A lot of distortion can occur and time lost by poor crack removal techniques and what approaches must be employed to optimise the crack removal process;
Prequalified, high build rate, welding procedures can be used to speed up the repair process;
The component will not be thermally stress relieved after repair so what must be done to ensure the component does not contain excessive residual stresses post repair;
Cracking during welding is a high risk so what measures must be employed to avoid weld related cracking;
The component has been machined to design sizes and tolerances previously so how the repairs must be performed to avoid distortion that would render the component unserviceable;
Quality control must be employed to ensure the finished product is as intended.
From the time crack removal was started to the time when the weld repair passed quality control was circa 7 days. This timing, considering approximately 167 kg of weld consumable was deposited, was quite an achievement.
LINISHING OF BEARING JOURNAL
The secondary pebble mill floats on hydrostatic multi-pad shoe bearings utilising a lubricant film thickness of approximately 120 microns. While this is quite a deep lubrication film, the form tolerance for the bearing journal is quite tight. Although very little distortion occurred during the weld repair process it was decided to linish the discharge end bearing journal to ensure the form tolerance for the bearings was met. A third party specialist journal linishing company was contracted to perform the linishing process using a belt sander mounted on a machine bed with cross travel. On completion of linishing the bearing circuit was flushed to remove any traces of iron filings generated by the linishing process.
FINAL RESULTS
On Oct 19, 2016, one calendar month and one day after the wash out was first observed the mill was returned to full power operation while a replacement shell is being expedited.
The event caused a substantial challenge for the mill operator, however the situation brought about a scenario where Outotec and the mill operator worked together to expedite a solution with shared understanding of risk to the problem at hand. In this case there was an excellent outcome provided in a time that would have been unachievable had the collaboration between the mill operator and Outotec not occurred.