Two examples
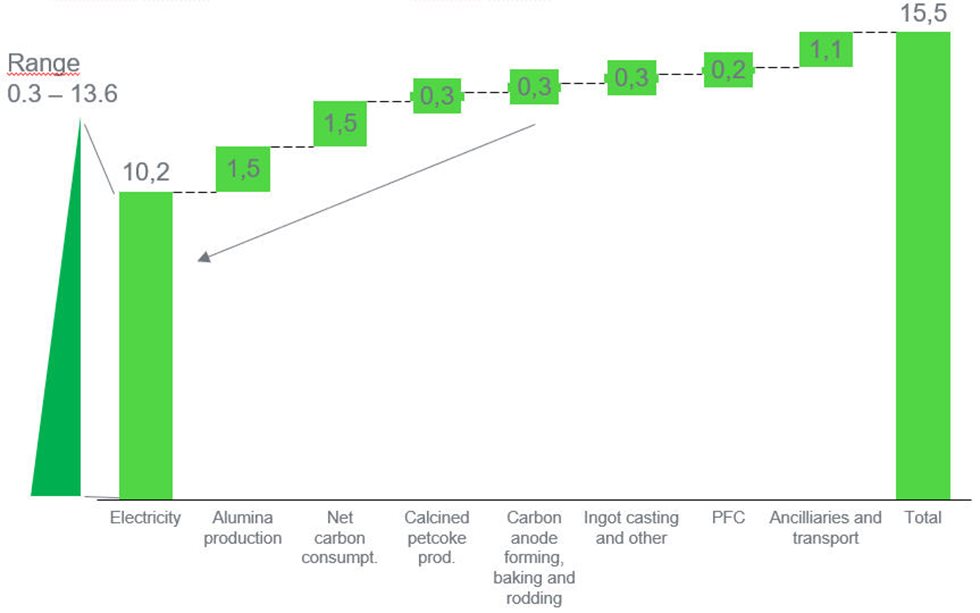
Our methodology looks at the cost of CO2 abatement by understanding the CO2 impact of an investment, the “economic life” of that investment, the impact of the investment on plant OPEX per tonne, finally coming up with a rough price for a tonne of CO2 abatement. We looked at a major lever, transforming the energy footprint from coal to renewables, and a smaller one, improving bath cleaning to improve pot line efficiency.
Solar power has developed considerably as a potential power source, with all in prices per MWH coming down to competitive levels in many areas. Post investment, solar power plants are relatively low maintenance, and the marginal cost of production is virtually zero. The downsides, of course, are the unreliability of sunshine in many areas, and the fact that the sun doesn’t shine at night, meaning that for continuous processes such as smelting, alternatives are being used.
The first aluminium smelters were built in areas where cheap power was available en masse, such as next to hydroelectrical dams. In the future, it may be that places with a lot of sunshine and low population density (such as deserts) will also prove to be strategically beneficial locations for energy intensive industrial production. In addition, to start relying heavily on renewable energy, smelters would need to start varying their electricity consumption so that they could produce more when electricity is cheap, and less when other, e.g fossil based sources are being used.
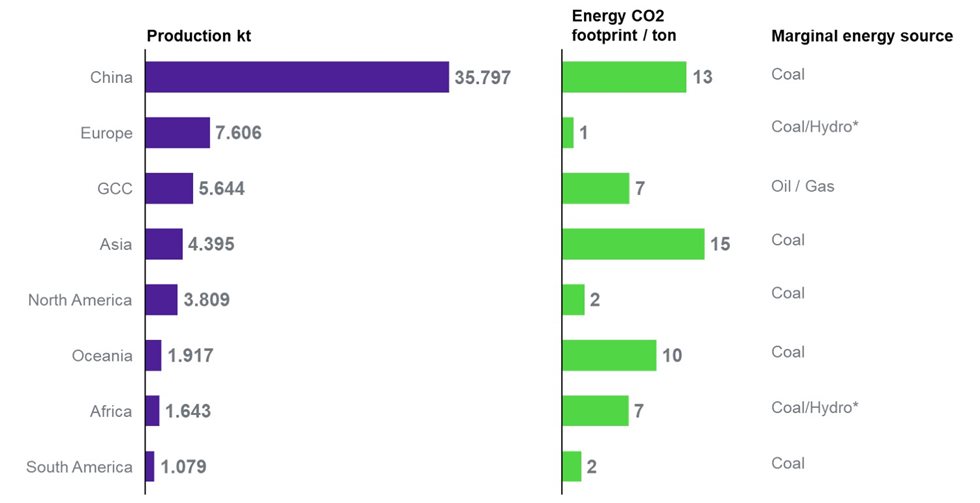
Nevertheless, already in the short term, solar energy could start replacing other electricity sources during the day, thereby considerably reducing the CO2 footprint of aluminium. In our example of shifting Gulf area aluminium smelters to solar, the all in cost of electricity per KWp built in the United Arab Emirates is $880. Assuming on average 5 hours a day with full power (when the panels can more or less meet their target capacity), an alternative cost of KWH of 0.02 USD (consisting mainly of the variable cost of gas (and if coal were used, the cost of CO2 abated would be even less). All aluminium smelters in the GCC region would require 9 GW of capacity built to match its peak load with solar electricity. It could therefore reduce its yearly electricity production related emissions by 21 % (assuming coal as the current fuel source), and reduce yearly CO2 emissions by 8 GTON. Over an economic life of 25 years, and a rate of return of 3 %, this would amount to 20 dollars per ton of CO2 as an abatement cost. It would shift the cost curve of aluminium to the right by about 30 USD per ton at demanded rates of return on capital less than 3 % p.a.
Of course, doing this to all the production of aluminium in the world would require enormous amounts of capital, roughly 8 Billion USD, which likely feasible at best gradually. On the other, this will likely become a tool for many producers in the right geographies as part of their mix on the road to zero. Technologies are also emerging which will enable starting to use potlines as effective “heat sinks”, allowing them to further regulate electricity consumption (see e.g. (Australia article)
In addition to thinking big, we also believe there’s a lot that can be achieved by increasing efficiency using small investments. One of the major influencers of pot line efficiency is the quality of rodded anodes that are fed to it. There are many quality levers; conductivity, density, material purity, etc. Material purity can be influenced by proper bath cleaning – as remnants of bath material that is left in recycled carbon can cause so called anode effects or airburn, meaning that carbon is burned into CO2 directly, without being used to reduce alumina into aluminium in the pot. Investments into proper bath cleaning (through a combination of e.g. butts cleaning, butt shot blasting and butts crushing) in your rodshop can have a big impact with low upfront investment. For example, Outotec’s butt shot blast machines have proved to lower sodium content from over 1000 ppm to less than 200 ppm in recycled carbon. Again assuming a 20 year life, a 4 MUSD investment, and considering only reduction in airburn (and no other effects), the reduction in specific carbon consumption by 40 kg per ton of aluminium, the savings in a 500 ktpy smelter would be 1.5 MTON of CO2 over 20 years, with a CO2 abatement cost of only 2.7 USD / t. (Compare that to e.g. how much your company might pay for CO2 compensation for flying!)
Next time we’ll explore further levers, and also think about ongoing innovation in the field of inert anodes as a potential lever for CO2 reduction.
In the meantime, if you’d like to discuss how you could get started with CO2 reduction at your smelter, with low investment, please don’t hesitate to get in touch!