It may not be possible to achieve high recovery and mineral quality by using the existing methods of recycling and blending different quality waters together into one stream. Accurate information on process water qualities and quantities is needed to minimize the variations in pH, Eh, organic matter, fines, turbidity, ions, residual reagents, etc., which can be affecting the flotation performance. Significant metal recovery and concentrate grade losses can be seen, when concentrator plants close-up their water loops without considering the holistic site-wide water management. The effects of water quality variations are directly linked to decreased product value and sales return. The recovery and quality losses have started to emerge mainly due to decreased usage of fresh water, following changes in tailings management towards tailings thickening, paste or dry staking. These tailings management methods result in shorter, closed water loops with build ups of harmful water constituents from the beneficiation process point of view.
From conventional towards more advanced tailings management options
The trend for using more advanced tailings management solutions results from environmental, socio-political and water scarcity related issues, which drives the mining industry away from conventional tailings methods towards thickened tailings, paste and dry stacking options in order reduce water losses. However, operational risks and possible production losses are often not considered beforehand. These new operational risks rise from previously neglected or even misunderstood process water quality changes, resulting mainly from the changes in tailings management.
The main difference between conventional tailings management solution and tailings thickening, paste and dry stacking solutions arises from the increased retention times and water bleed volumes present at the conventional tailings management solution. When a conventional tailings dam can have a retention time from 30 to 60 days, the more advanced tailings management solutions typically have a retention time of only 4 to 8 hours, resulting in different water qualities. Within the conventional tailings dams, the long retention times results in chemi-biological reactions and degradation of especially organic molecules by UV-radiation. All this combined with long sedimentation times is expected to clean the water to required quality for reuse or discharge. However, these reactions don’t have time to take place, when using the new tailings management methods, resulting in increased fines and flotation chemistry build-ups in the process water loops.
Right water quality for the purpose
For enhanced operations, the key is to understand what kind of water qualities are needed for the flotation of specific minerals. It is important to understand the impact of different tailing management methods and local weather patterns, together with the concentrator plants’ water quality and quantity requirements, and their relation to the recovered valuable minerals. Outotec has a significant knowledge of all the above mentioned and is able to combine the knowhow into a holistic water management approach.
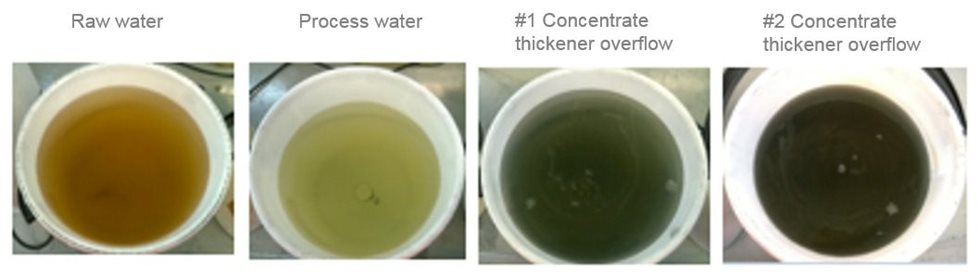
Figure 1, shows an example of different water qualities used in a beneficiation plant resulting in poor Ni flotation. First picture shows the quality of local river water used as a makeup water for the beneficiation plant. This raw water contains humic acids that is a natural depressant and very effective chelating agent, which blocks collector’s attachment to the mineral. Second picture is taken from beneficiation plant process water dam. It looks clean, but includes residual chemistries, unwanted organics and bacterias. The residual flotation chemicals can originate from other flotation stages, causing bulk flotation in unwanted flotation circuits. The unseen bacterias, meanwhile, simultaneously eat up the flotation chemicals and settle on the mineral’s surface inhibiting flotation chemistries attachment. Last two pictures are from concentration thickeners showing heavy overflow of fines as well as residual chemistries entering process waters.