The actuator greasing interval is one to two years compared to the recommended three-month interval for the Auma actuator, which requires field maintenance. Maintenance of the servo-actuator equipped system can be performed on the spare Central Jet Distributor (CJD) in the workshop. Actuator replacement can be carried out in the workshop and the setup can be completed before taking it into use. It is also possible to replace the actuators in the field without lifting up the CJD. To do so, the actuator units are simply lifted using a hoist and put into a mechanical lock position. After replacing the actuator(s), the lock position is released and the sleeve is driven to the home position for automatic recalibration.
The actuators are protected from heat with a heat shield located towards the feed inlet box. The heat shield also serves to mechanically protect the actuator. If the process air is preheated, the actuators can also be equipped with a cooling air connection to ensure a sufficiently low temperature (< 100°C is recommended). The actuator is also equipped with a temperature sensor and an alarm to alert the operator if temperatures rise too high. The servo drives are equipped with brakes that activate if the electricity supply is cut off. Synchronization and overload of the drives are monitored. All-in-all, servos provide more information for predictive maintenance purposes.
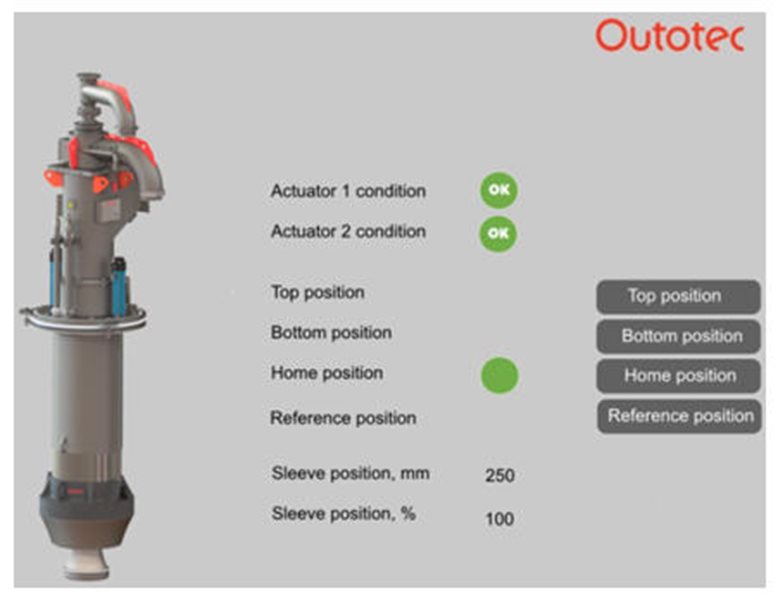
The whole surface of the shell is machined and the home position is in the machined position. When the sleeve drives to the home position, the momentum limit will stop the sleeve and recalibrate the position. This means that during sleeve setup there is no longer any need for tape measures or any other tools. The positional accuracy of the actuators is very high and there are no gaps from gear transmission to cause further uncertainty in position.