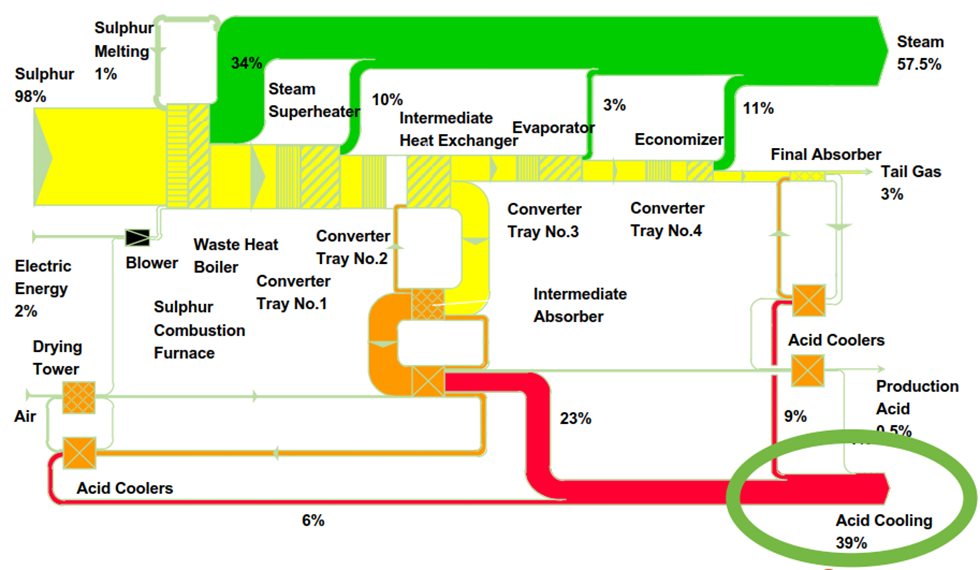
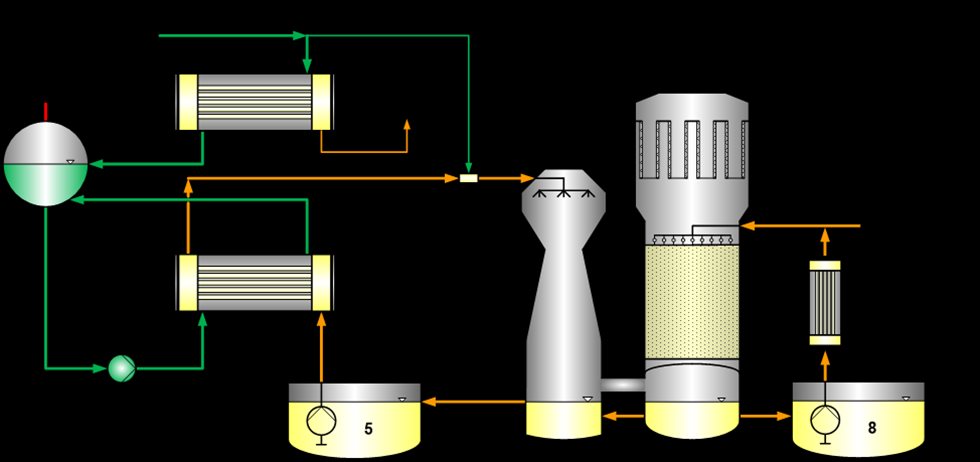
The HEROS system is an independently operable acid circulation system using sulfuric acid with a concentration of 98.5–99.7 wt.% H2SO4 on an elevated acid temperature level. On account of the absorption of SO3 and its reaction with water introduced in the Venturi, the acid temperature rises. A major part of the SO3 contained in the process gas is absorbed in the Venturi section, which means the sulfuric acid concentration has to be monitored and controlled in the Venturi circuit. The hot acid flows by gravity into a pump tank, from which it is pumped through the HEROS acid cooler back into the Venturi tower. Any residual SO3 not absorbed in the Venturi absorber is then removed in the downstream intermediate absorption tower.
The intermediate absorption system will be adjusted process-wise according to the operation mode (HEROS – on / HEROS – off). With this measure the sulfuric acid plant is able to operate at 100% plant load even if the HEROS system is out of operation.
HEROS design philosophy
Operational flexibility
If a customer requires the ability to vary the amount of LP steam production without altering the production of the acid plant, the Outotec HEROS system can include a controlled bypass of the Venturi absorber system. The intermediate absorption tower (IAT) is designed for 100% plant load, leading to the advantage that the LP steam can be easily adjusted in the HEROS Venturi while the absorption of SO3 in the IAT is ensured.
Safety
The safety aspect is clearly linked to minimizing corrosion in both normal operation and disturbed process conditions. The HEROS system features three different aspects: the new boiler concept, which leads to fast isolation of the boiler by gravity; the material selection of stainless steel together with bricklined equipment wherever possible, which leads to a wider operation window; and the enhanced safety with redundant instrumentation, which leads to early detection of leaks in the water/steam circuit and thus minimized corrosion.
Safety as a design consideration
Heat generated in the HEROS system is transformed into low-to-medium pressure steam in a specially designed heat exchanger. An improvement has been developed by Outotec that introduces a new design concept on the water side. The Outotec HEROS acid cooler design has been converted into a forced circulation water system. Instead of the conventional “reboiler” type, Outotec uses a much smaller shell and tube type vessel. This results in a greatly reduced amount of water in the system and hence it is easier and faster to separate/drain the water from the system in case of a leakage, which minimizes the exposure time and limits the dilution of the acid.
In contrast, a Kettle type boiler with U-tube bundle, which is not used by Outotec, is placed into an oversized shell filled with water. While this boiler type offers some advantages, such as a simple design, there are also some issues – particularly with the combination of acid and water. The large amount of water contained in the vessel leads to slow response times on load changes which in turn may cause strain on the components. The quantity of the hot water/acid mixture to be disposed of once leakages occur also represents a safety issue.
In forced circulation, the exchange of water between boiler and drum takes place using pumps. This not only reduces the amount of water in direct contact with the hot sulfuric acid, it also ensures a uniform temperature distribution in the heat exchanger. Due to the pump and the careful design of water distribution/steam separation piping, excellent water circulation is obtained immediately upon starting. Since all the water is brought quickly into circulation there are no differential temperatures within the boiler that restrict the startup rate. The higher temperature difference between the fluids allows for smaller heat exchange areas and smaller vessels. There are no constraints regarding the arrangement of the heat exchanger.
Safety based on material selection
It has always been recognized that the window of operation is crucial, and the system can fail despite all instrumentation and control precautions. Acknowledging this, the design must ensure that plant damage can be mitigated.
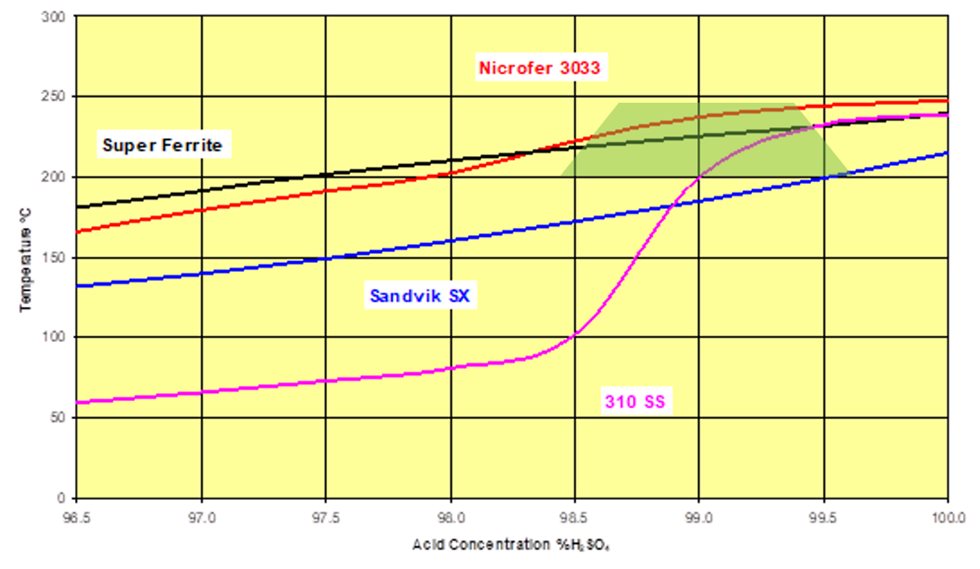
Any heat recovery process for LP steam production needs to operate the absorption plant with sulfuric acid at very high temperatures, typically 200–220°C. This is thermodynamically required when producing a saturated LP steam of, for example, 8 to 10 bar. Concentrated acid at 200°C or higher can be extremely corrosive unless a very strictly defined operation window is adhered to, with respect to acid concentration and temperature. A few suitable stainless-steel construction materials have been identified, but all are characterized by their window of operation, which is dependent on their material characteristics. (Figure 3)