Lots of improvements and modifications, directed to a more efficient, environmental friendly and economical operation, were carried out during four decades of smelter`s operation with five campaigns as part of the general shut down.
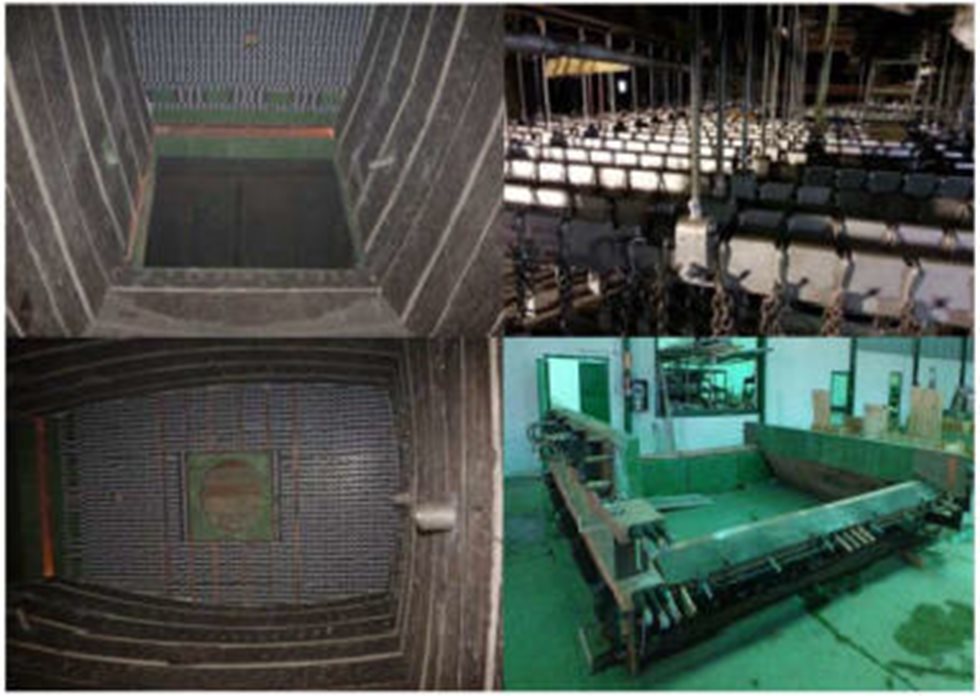
The objective of this article is to describe a paper that was voted as one of the three most important contributions presented in the 14th International Flash Smelting Congress (IFSC), dealing with modifications and improvements of the operational process carried out in the Huelva smelter during general shutdown in 2013. The shutdown lasted for 68 days, from the 4thof September until the 11th of November 2013 (see Fig. 1). Additionally, more than eight million tonnes of copper concentrate were smelted in the flash furnace during the last campaign (2004-2013).