What is the smallest feasible size for a stand-alone smelter?
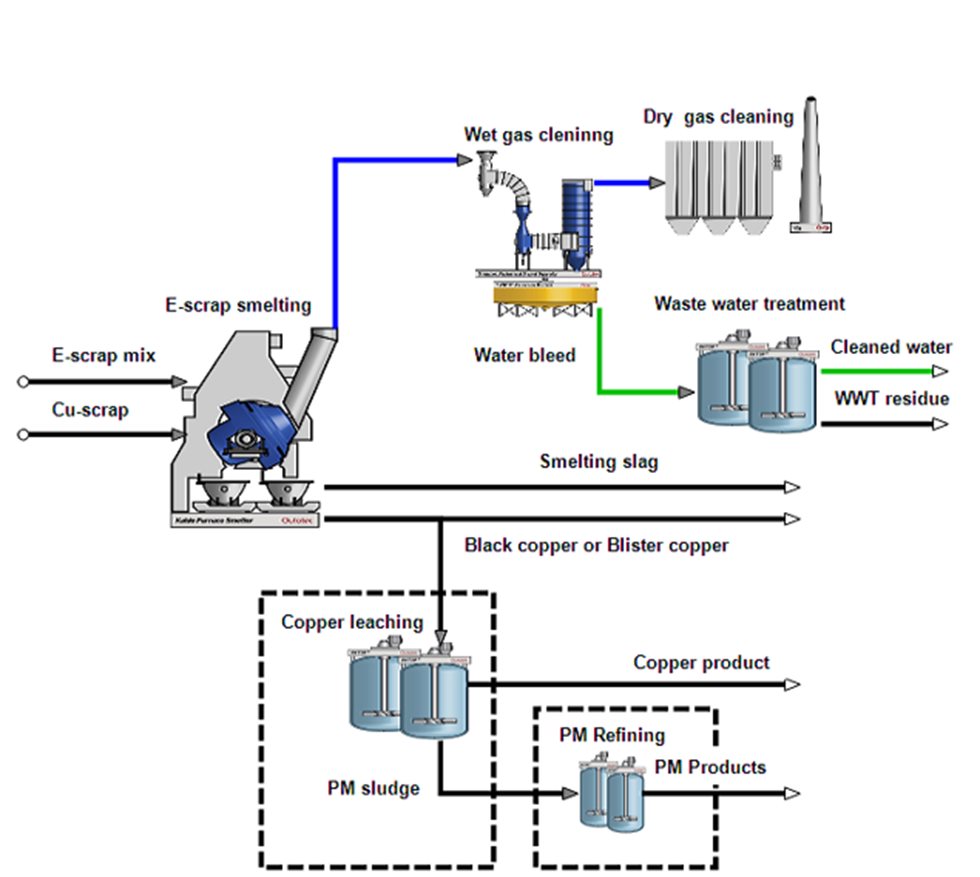
We see that reducing the number of process steps and simplifying the plant as much as possible as one way to limit the costs and potentially enable small scale smelting. This would involve either producing a raw copper product, such as adding some higher grade copper as a collector to be finally refined at other location or potentially employing a simplified hydrometallurgical plant to target precious metals recovery. One possibility could be to start the smelting operation and later add the refinery processes to incrementally develop the operation and stage the capital expenditure.
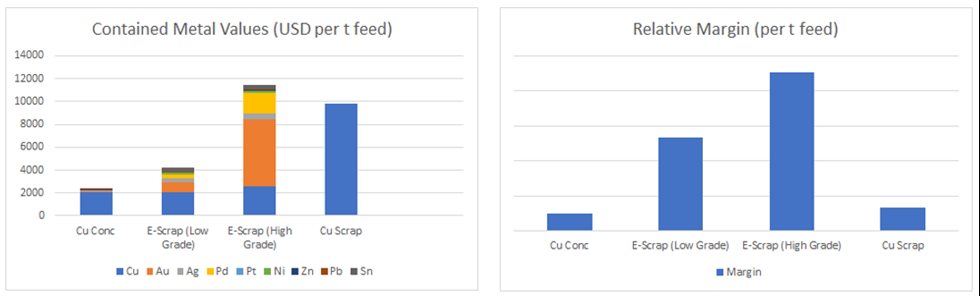
We also see that precious metals are the key to the profitability of any smaller scale smelting operation, and this requires targeting an e-scrap feed mix with relatively high values of gold and PGM’s. Our indicative economic feasibility work shows potentially 10,000 t/y of reasonable grade e-scrap could offer a reasonable basis worth investigating further. Just as an indication, we would see around Au + PGM values of >100 g/t could enable these kinds of smaller projects.
As a very rough indication of the investment that may be associated with a small smelter, we have estimated EUR 35M for the process equipment. A very rough OPEX figure for this kind of simplified scheme could be of the order of 200 EUR per tonne of raw material, which would cover the main smelting and gas cleaning, but exclude feed preparation or downstream processing.
As always, the commercial terms for the actual materials are critical, and these will vary from location to location. One thing we increasingly see is that regulations may limit the export of these materials and the transportation of any kind of material defined as hazardous waste is becoming an extremely complex and costly exercise. This may drive local processing of e-scrap in smaller scale plants, compared with the larger scale and more centralized business model that we see in primary copper smelting.
Integrating an e-scrap smelter
Adding an eScrap smelting unit into an existing smelter gives the opportunity for the smelter to increase revenue. This is by improving feed sourcing flexibility and potentially a capacity expansion to supplement the primary smelting unit.
Even processing limited amounts of e-scrap can be a good economic opportunity, but one particular advantage available to an existing smelter is that installing a separate eScrap furnace will also provide additional flexibility to process other secondary raw materials, such as in-plant intermediate products or residues like dusts, sludges, slags and reverts. This approach can also enable the treatment of more complex and higher margin concentrates to enhance the overall flexibility and profitability of the smelter. Cashflow can be improved by processing difficult materials that often end up in stockpiles in existing smelters, and using the energy inherent in e-scrap to smelt revert materials should be a very attractive option.
Integrating an eScrap smelting unit into an existing smelter also allows the investment cost to be kept down by utilizing the infrastructure available with the existing smelter, such as the electrical power supply, water supply, water treatment plant, warehousing, slag and waste product handling facilities as well as logistics. Another very important advantage is the possibility to utilize in-house operational know-how of hot metal processes that can help achieve a smooth commissioning and ramp up of the new unit. Finally, there is also the potential benefit through holding operating licenses and permits and navigating through the often complex permitting and approvals processes involved in implementing a smelter.
Looking at these advantages, it could be argued every existing smelter should be looking at adding e-scrap smelting capability, but there are some equally important risks to be considered.
First is confirming access to raw materials and verification of the economic benefit. Then, there is the importance of understanding how the e-scrap smelter may be integrated efficiently and interact with existing smelter operations. Introducing new feed materials with different impurities requires pre-requisite technical work. On one hand, there may be a great opportunity to utilize the existing flow of copper to absorb a relatively small amount of an additional precious metals rich copper stream, but also coming with elevated levels of impurities and perhaps different impurities than the smelter may be accustomed to handling. A well planned and executed technical integration can enable the entire smelter operation to be optimized whilst managing the risk to affect existing copper production and quality.
For treatment of higher volumes of e-scrap, investment in developing commercial networks and constructing a pre-processing and sampling facility for the e-scrap would be highly recommended, as proper sampling is so important in realizing the value from these feeds.