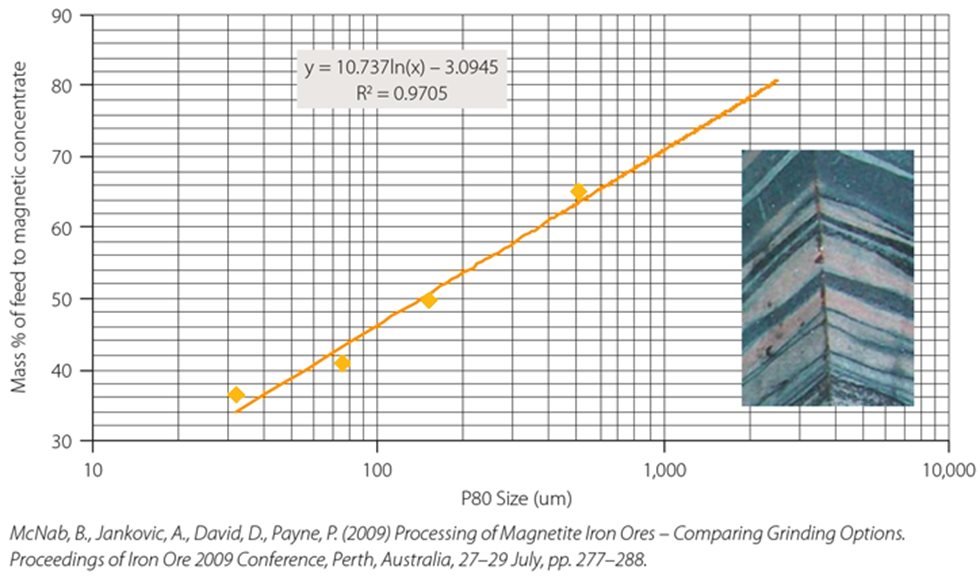
The majority of steel production is supported by iron ore sourced from high-grade hematite deposits, although a significant fraction comes from magnetite deposits. Compared to direct shipping hematite ores mined from the upper regolith, magnetite deposits require significant beneficiation, which typically involves grinding to a particle size where magnetite is liberated from its silicate matrix. Many banded iron formation deposits are very fine grained, often requiring a final concentrate grind size P80 of 25-35 μm (see liberation curve of magnetite in Figure 2). The amount of energy required to produce a magnetite product suitable for sale as pellet plant feed from these deposits is an order of magnitude higher than an equivalent direct shipping lump (< 32 mm > 6 mm) and fines (< 6 mm) hematite project.
The cost associated with high-capacity processing of a hard, fine-grained, silica-rich magnetite ore is presented in this paper, with the emphasis on comminution circuit options. The objective is to evaluate several options involving different grinding technologies with respect to energy consumption, operating cost and capital cost. Therefore, a typical conceptual or scoping level assessment methodology used by engineering companies was applied.
Objectives
The key objectives of the evaluation are as follows:
- Assessment of different eco-efficient comminution process circuits to treat magnetite iron ore.
- Determination of the process operating costs and the capital costs for each process route.
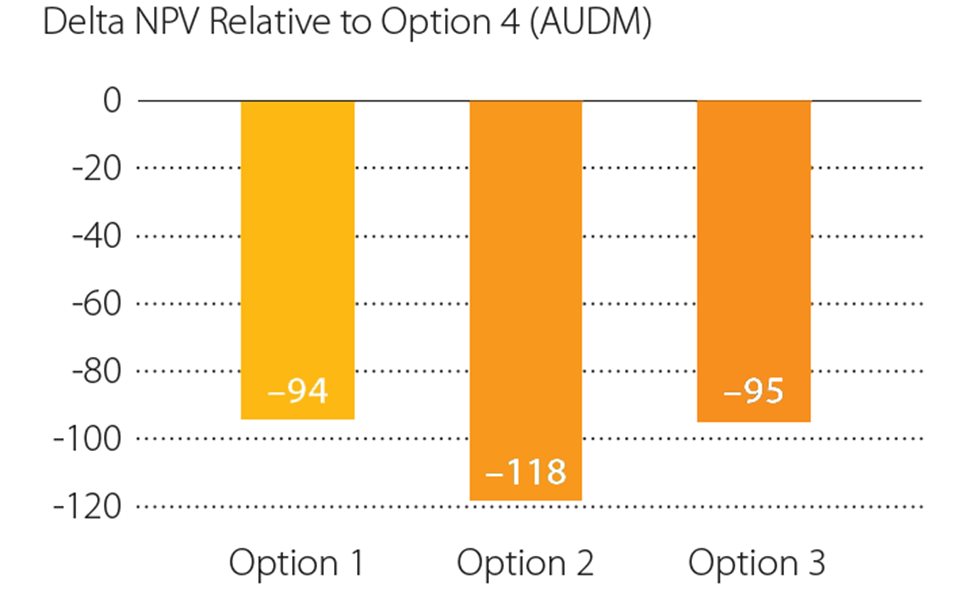
- Comparison of the benefits of the different process routes from an economics point of view.
- Innovation and development of efficient technologies that enable the economic project viability.
Development and data collection for magnetite ore grinding
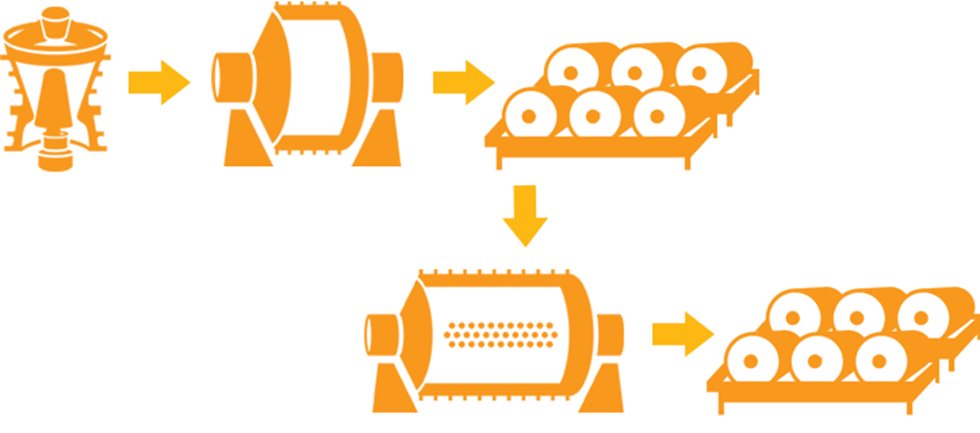
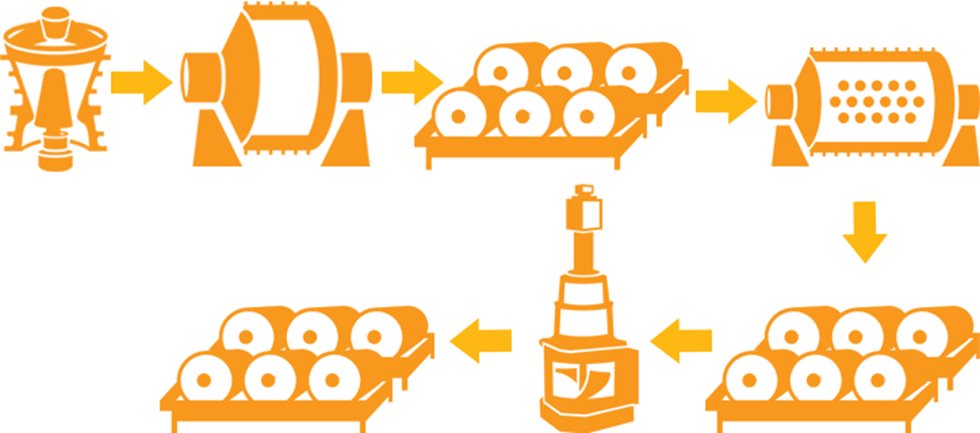
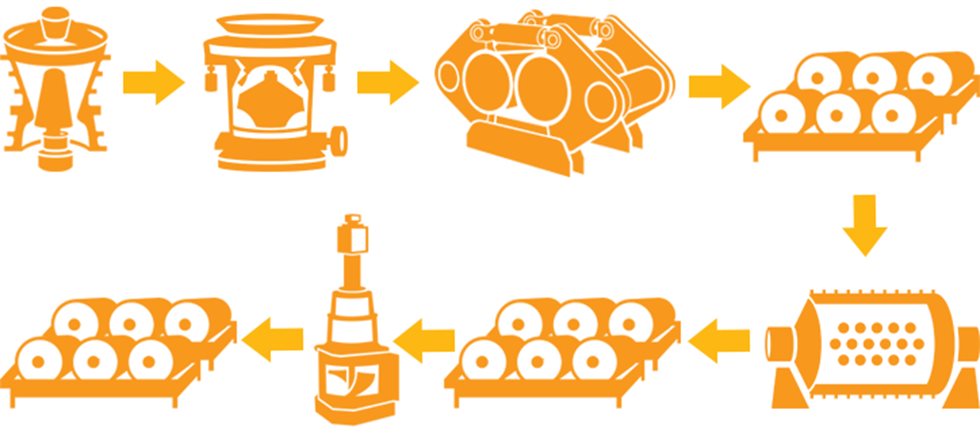
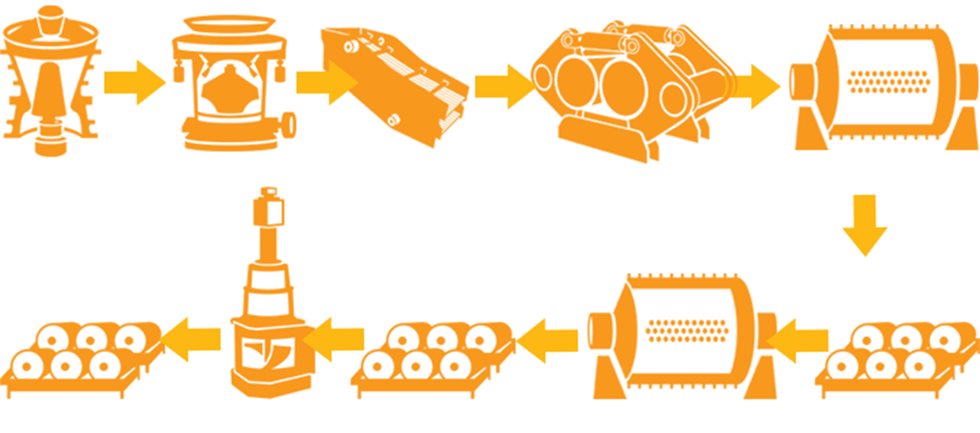
Various magnetite ore grinding flowsheets have been implemented in the past, including:
- Conventional three- (and four-) stage crushing followed by primary and secondary milling.
- Primary crushing followed by wet SAG or AG milling and ball or pebble milling.
- Air-swept AG milling (for coarse grind).
Historically, the lowest operating cost for fine-grained ores was achieved by multi-stage, fully autogenous grinding (Koivistoinen et al, 1989) with integrated magnetic separation steps between the stages. The major benefit of fully autogenous grinding is the elimination of steel grinding media costs and the need to discriminate between steel and magnetite in coarse magnetic separation ahead of pebble crushing. The separation step between grinding stages progressively reduces the amount of material to be ground and, in many cases, reduces the abrasive properties of the concentrate.
Some of the best known magnetite companies using autogenous milling are the subsidiaries of Cleveland-Cliffs Inc. in North America. The original autogenous milling circuit, consisting of an AG mill followed by cobber magnetic separation of pebbles, pebble milling of the magnetic concentrate, a finisher magnetic separation stage and silica flotation, was installed at Empire Mines in 1963 (Weiss, 1985). There have been three expansions since and, in the 1990s, Empire Mines had a total of 24 individual concentration lines and a total plant capacity of 8 Mtpa of pellets. The target grind size of the circuit varies between the 90-95 percent minus 500 mesh (32 μm) depending on the ore and operating conditions (Rajala et al., 2007). For this specific case, Figure 2 shows the liberation curve for the magnetite ore.