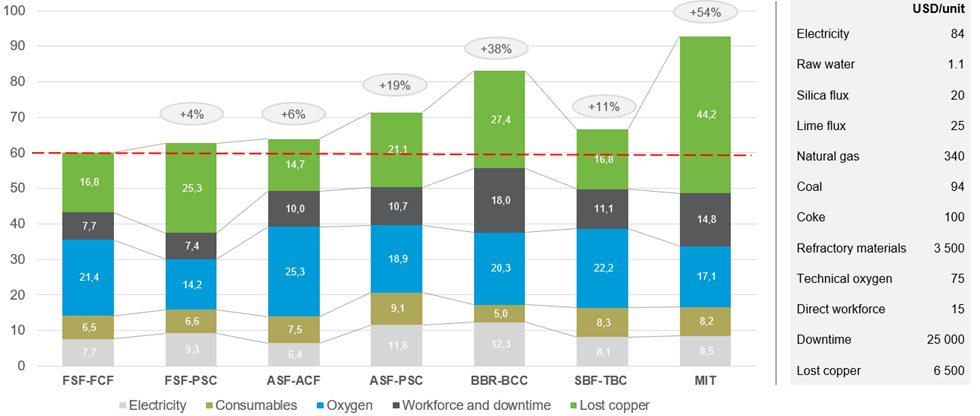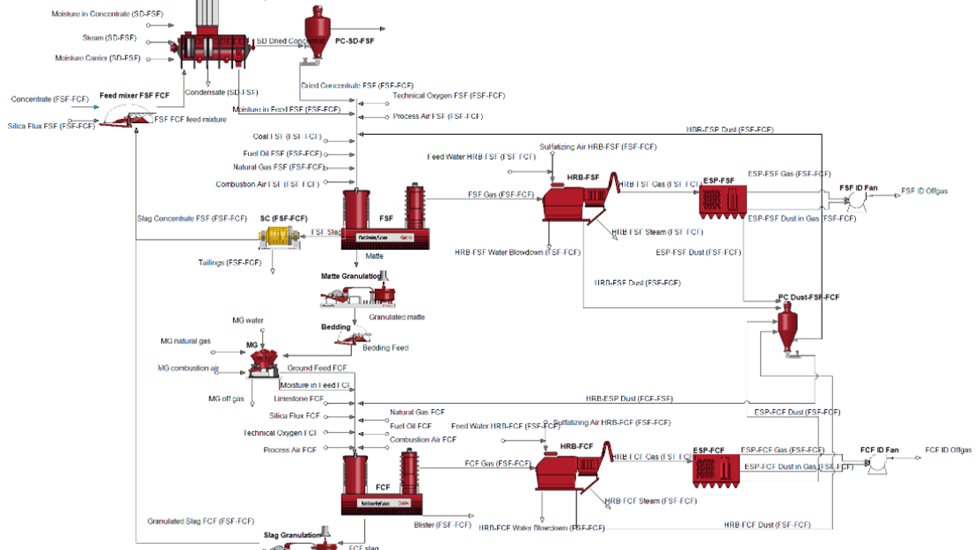
Since there are major differences between the technologies, we decided to model each process flowsheet using the Outotec HSC-SIM process modeling tool to see how they would perform against each other in terms of OPEX when simulated in the same way. The configurations we chose to include in the comparison were:
- Outotec Flash Smelting (FSF) – Outotec-Kennecott Flash Converting (FCF)
- Outotec Flash Smelting (FSF) – Peirce-Smith Converting (PSC)
- Outotec Ausmelt TSL Smelting (ASF) – Peirce-Smith Converting (PSC)
- Outotec Ausmelt TSL Smelting (ASF) – Outotec Ausmelt TSL Converting (ACF)
- Mitsubishi Smelting Process (MIT)
- Bottom Blowing Reactor (BBR) – Bottom Blowing Continuous Converting (BCC)
- Side Blowing Furnace (SBF) – Top Blowing Converting (TBC)
Methodology and base parameters
All seven smelting routes were tasked to produce blister copper from clean copper concentrate, with an annual treatment capacity of 1.2 million tonnes. Fire refining of the blister copper to anodes was not included due to the relatively similar blister quality between processes when impurities are missing. In addition, evaluation was limited to the ID fan outlets of the smelter off-gases, meaning no wet gas cleaning and acid plant subprocesses either.
For simplicity, the number of concentrate components was limited and impurity elements were excluded. The concentrate grade used together with its analysis is presented in Table 1. The term “Others” in the table and calculations describes the proportion of additional impurity elements in the concentrate with no effect on the main component concentrations. The initial moisture of the concentrate was set to a typical 8%.