High-grade ore deposits are depleting fast. Consequently, the mining industry has to take on lower-grade deposits, which are more difficult to extract. These deposits require the mining, movement and processing of larger volumes of material per ton of valuable mineral. The transportation, comminution and processing of these large volumes is expensive and energy intensive.
These low-grade ore bodies generally contain a large proportion of liberated barren gangue, or, in other words, material of no worth. What if there was a way to eliminate this barren material from the process early on? This is exactly what pre-concentration is about.
Pre-concentration is the rejection of gangue from coarse feed. It increases the grade of the ore proceeding to the next stage of processing and avoids feeding the plant with material that will cost more to process than the respective value of the contained valuable mineral. Less tons of ore are treated per ton of product, thus reducing the costs, energy and water consumption per ton of product. This effectively creates more value with less impact, improving the resource efficiency and sustainability of the operation.
Because gangue tends to be high in silicates and typically harder and more competent than the valuable minerals, removal of this hard and barren material prior to comminution stages also has the potential to significantly reduce energy consumption and processing costs, and may also reduce ore transport requirements.
What is bulk ore sorting?
Bulk ore sorting is a pre-concentration technology in which large volumes of barren gangue are separated from a fully loaded conveyor belt based on the grade as measured or inferred from a sensor measurement. With bulk ore sorting, ore that previously didn’t qualify for processing may be upgraded, making it economic to treat and improving the resource utilization. More valuable metal may be extracted from the resource while the processing plant treats less tons at higher feed grade.
Bulk ore sorting could also be used to separate ore types to treat via different process routes, or to reduce dilution and ore loss in mining operations by improving grade control. It is an efficient way to deal with uncertainties of grade, particularly where the complexity of mine geology makes the estimation of grade difficult. This helps the mining operation to achieve the planned cut-off grade and optimize extraction of the resource.
Current sorting technologies can’t handle large volumes
Ore sorting relies on measuring a property that is different in the valuable and waste components using some form of sensor. A variety of sensors are available, and those commonly used in industrial applications include photometric, electromagnetic, radiometric and x-ray. Sensor-based ore sorting is not new, and it has been shown to be technically feasible. However, in the minerals industry, it is currently only used in some niche applications, such as industrial minerals (e.g. calcite, rock salt or talc), diamonds and other gemstones.
Current sorters separate individual particles. They require careful feed preparation so that individual particles can be detected and measured, and ejection is usually achieved by blasts of compressed air. Therefore, current sorters have very low capacity (up to 300 tph for larger particles and much less for smaller particles), making them unviable for high tonnage pre-concentration.
To make sorting viable for pre-concentration, it should be applied to bulk quantities of ore, such as on a loaded truck tray or a fully loaded conveyor belt.
New developments underway
The Australian Commonwealth Scientific and Industrial Research Organization (CSIRO) is developing a sensor using magnetic resonance (MR) that has the ability to rapidly measure batches of ore on large primary production conveyors. The MR sensor is well suited to a bulk ore sorting application, as it is penetrative and can measure large throughputs on fully loaded conveyor belts. In addition, the measurement response time is rapid, thus allowing diversion of different grade streams in an ore sorting application. However, the MR sensor measures an individual mineral (not element) and may have limitations measuring ores with complex mineralogy. The sensor is currently developed for chalcopyrite, a dominant copper mineral, and with further development could potentially be applied to other minerals.
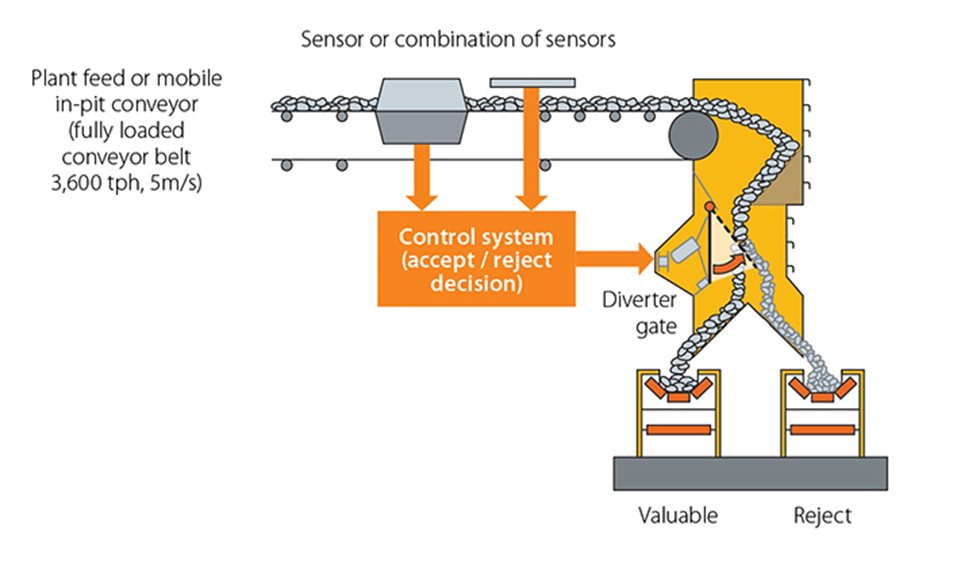
Using several types of sensors together may be a way to overcome the limitations of the different sensor types. A control system is also required to interpret the data from the sensor or sensors and make an “accept” or “reject” decision, and a diversion system, such as a diverter gate, is required to separate the valuable batches of ore from waste. Metso has developed conceptual designs for implementation of bulk ore sorting on plant feed or in-pit conveyors treating up to 3,600 tph and with belt speeds of up to 5 m/s.