-
Cone crusher main frame seat liner maintenance
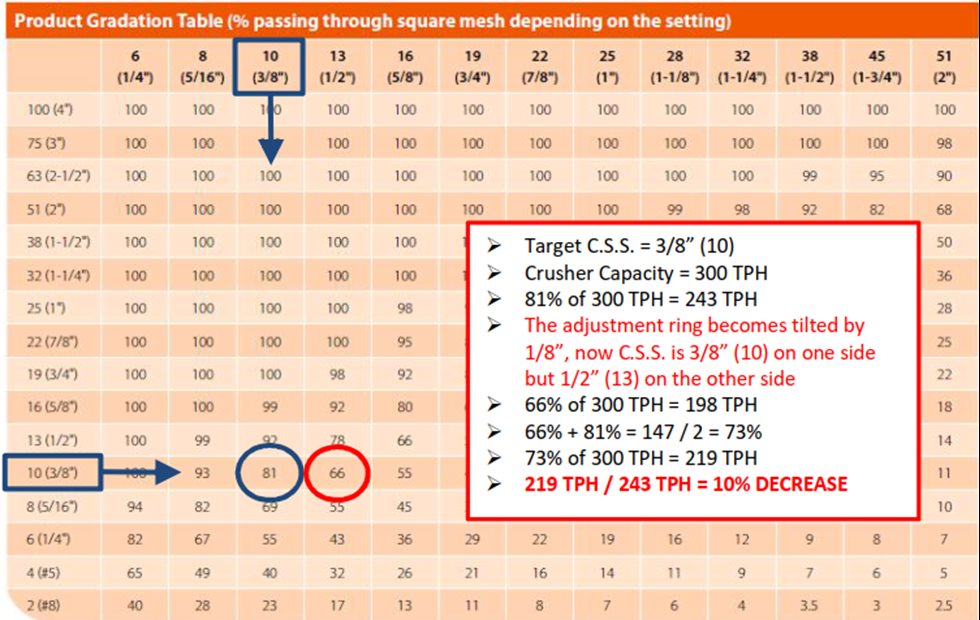
Gap measurements should be taken between the bottom of the Adjustment Ring and the top of the Main Frame to determine if the Adjustment Ring is sitting straight or whether it is tilted. If the Adjustment Ring is no longer resting “straight” on top of the Main Frame, the result will be an inconsistent crusher closed side setting from one side of the crusher to the other. This in turn will result in decreased productivity as well as erratic and possibly excessive power peaks.
A bronze Main Frame Seat Liner is welded to the tapered seating surface of the Main Frame and provides a certain level of protection if the Adjustment Ring bumps, wiggles or moves while crushing is taking place. The Main Frame Seat Liner on most crushers will require replacement at some point in time throughout the crusher’s life.